首页
首页
电气工程
电气课件
电气课件
建筑电气工程图
建筑电气工程图主要说明电气照明工程图、建筑防雷与接地工程图
建筑电气工程识图与施工工艺
建筑电气工程的主要功能:输送、分配、应用电能、传递信息、电能应用主要是交流电(工频强电)、信息传递主要是高频弱电或直流电
高处作业车安全培训 303P
轻小型起重设备:千斤顶、滑车、绞车、手动葫芦和电动葫芦等。其特点是构造比较紧凑简单,一般只有一个升降机构,只能使重物作单一的升降运动,因而称之为起重设备。
送电线路带电作业工培训大纲 67P
详细介绍了输电线路带电作业的相关操作项目的培训大纲,包括理论培训大纲和技能操作培训大纲,其中对培训的对象,目的,内容和主要操作要点规范做出了具体说明 2013-10-25
高电压技术辅导资料
气体间隙的击穿电压和电场分布、电压种类都有很大关系。也就是说气隙的击穿特性取决于电场形式和外加电压类型。通常,有如下划分: 2013-10-21
某箱涵工程施工组织设计9p
本工程所处地段地下水位较高,同时基槽开挖深度较深,一般为6M左右,基底标高低于-1.90M,同时临近雨季,这给施工带来了一定难度。 2013-10-19
边坡防护实体式护面墙技术交底
护坡施工采用人工挖基,人工刷坡,砌筑前,将基底平整夯实,检查合格后方可进行砌筑。如坑内有积水,应先将积水排出,确保基槽在无水的情况下进行砌筑。 2013-10-19
安全工器具的管理使用技术
安全工器具的管理使用技术包括安全用具概述、基本安全用具的使用、安全用具的使用、防护安全用具的使用、安全用具的管理 2013-10-19
酒店智能化系统初步设计方案
综合布线系统分界点为中心机房主配线架,承包商负责酒店主配线架(含)以内的配线系统的设计、及安装,接入部分由承包商协助建设方联系电信运营商。
建筑智能化系统介绍
将这5种功能结合起来的建筑,外加结构化综合布线系统(SCS),结构化综合网络系统(SNS),智能楼宇综合信息管理自动化系统(MAS)组成,就是智能化楼宇。
弱电项目的基本流程
两种预算:正预算是指甲方在此项工程中一开始自己就有的预算,反预算是指甲方根据所需弱电项目的种类与产品而得出的预算。反预算一般是由弱电承包商做出的。
电气安装工程识图教程
建筑施工图(简称建筑)主要用来表示建筑物的规划位置、外部造型、内部各房间的布置、内外装修、构造及施工要求等。(包括:总平面图、各层平面图、立面图、剖面图及详图。
建筑电气专业识图
要做到会看图和看懂图,首先应掌握识图的基本知识,即应当了解电气图的构成、种类、特点等,同时应掌握电气工程中常用的最新国家标准图形符号,了解这些符号的意义。
电气安装工程识图教程40P
电气安装工程识图教程包括基本知识、施工图纸的组成和一般规定、尺寸及单位、定位轴线、索引号、多层构造引出线、剖切符号、电气安装工程施工图、电气系统接线图等
柴油发电机组系统接地设计
正常工作时稳定对地电压 ,降低电压保证电力设备的绝缘材料不被破坏过电压造成的原因
电力电子器件
电力电子器件主要说明电力电子器件概述、典型电力电子器件的特性和参数、电力电子器件的应用
高低压电气设备培训课件94P
电气设备培训课件包括高低压电器、电气设备的额定电流、电气设备的额定容量、电弧的基本知识、熄灭交流电弧的方法、高压开关电器、高压断路器的类型等
电气培训课件66P
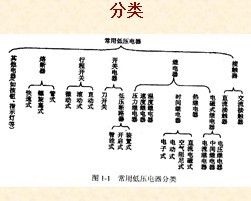
电气培训课件包括培训的目的、什么是电、电流和电流强度、导体、半导体、绝缘体、交流电的基础知识、三相交流电、电源的电动势、电功率、欧姆定律、电力网 、分类、工厂供电系统概述等
电气培训课件38P
电气培训课件包括低压电器、作用与分类、接触器、继电器、开关、熔断器、接触器主要技术参数、图形符号及文字符号、电磁式继电器、结构原理图、热继电器接入电动机定子电路方式等
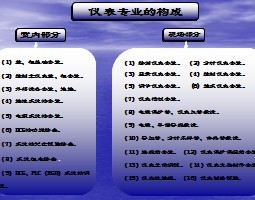
仪表电气专业培训课件32P
仪表电气专业培训课件包括仪表专业的构成、检测仪表、检测仪表的定义、压力检测仪表、温度检测仪表、流量检测仪表、物位检测仪表、控制仪表、机械量仪表 等
首页
上一页
下一页
尾页