摘要:讨了采用电气浮法处理炼油厂“三泥”水相的可行性及工艺条件,提出了pH值、电流强度、絮凝剂加入量及处理时间的最佳操作参数
关键词:电气 浮三泥 破乳
“三泥”是炼油厂污水净化设备工艺过程中的产生的油、水、渣的混合物。“三泥”含水量很高,本文所指含油废水是指炼油厂对“-泥”进行处理后,分离出来的含油水相。
目前,对含油废水的处理方法研究很多,较成熟的主要有化学法和加热法。化学破乳除油效果好,但使用费用高,易造成二次污染。而常规加热在处理速度及处理效果上均不甚理想。电气浮法采用电极电解含油废水,利用电解分解作用和初生态的微小气泡的上浮作用,破坏乳化油,并使油珠附着在气泡表面上浮去除。若采用可溶性电极,则从阳极溶解出金属离子,金属离子发生水解作用生成氢氧化物吸附、凝聚并沉降除去油分。电气浮除油具有气泡细小、表面负荷大、除油效率高的优点川,可用于印染废水、油田采出水的处理等方面二3〕。本文将电气浮运用于“三泥”水相的处理,效果较好。
1实验
1.1实验材料
“三泥”水相取自于扬子石化炼油厂,静置48h后,其含油量基本达到稳定。
电解槽:巧oomL;电极:铁电极,4片,间距ICm,先串联,后并联;WYJ30VZA型晶体管稳压电源;PllS一3F型酸度计;OCMA一350型红外测油仪;聚合氯化铝
1.2实验方法
把待处理的水样注人电解槽中并浸没电极顶部至少3一5。。,在不ItiJ条件下接通电源进行处理,在不同时间从电解槽中部取液进行油含量分析,以考察pH值、电流强度、添加絮凝剂及电解时间对除油效果的影响。油的去除率计算公式:
2结果与讨论
2.1pH值的影响
用Hcl和NaOH对l000ml水样调节pH值分别为5、7、10,然后在I=以条件下进行处理,考察pH值对电气浮处理效果的影响,结果见图1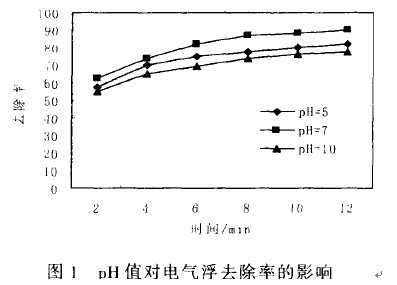
由图可见在中性条件下除油效率较高。这是因为水样呈酸性,使乳化油粒子趋于稳定;而pH值过高易使阳极钝化,影响气泡的产生,降低了处理效果。“三泥”水相pH为7左右,因而可不经调节pH值直接处理。
2.2电流强度的影响
调节处理时的电流强度以考察其对电气浮处理效果的影响,结果见图2。
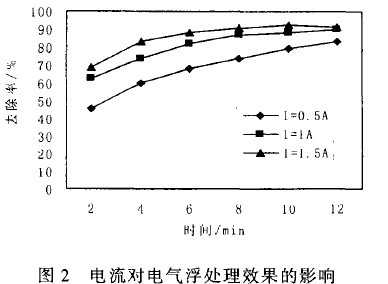
由图可见,通电初期电流强度越大,其除油率越高,但随着时间的增加,除油效果趋向于一致。
2.3絮凝剂的投加量对铁电极电气浮处理效果的影响
在水样中加入PAC使其浓度分别为10、20、30mg/L,在I=IA时进行处理,结果见图3。
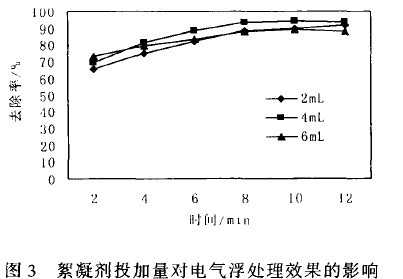
根据实验结果可知废水在投加絮凝剂以后油的去除率提高不大,但可缩短处理时间,降低能量消耗。当投量为20mg/L时,通电8而n去除率即已基本稳定。
2.4最佳条件下进行水样处理
综合考虑除油效果及耗电量,可得电气浮处理的最佳条件为:pH值中性,电流强度IA,PAC投加量为20mg/L,通电时间8min。在此条件对水样进行处理,结果见表1。
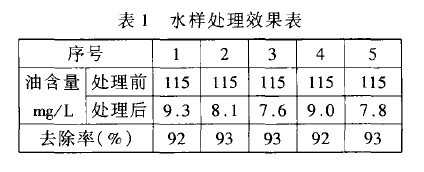
由表可见,在此条件下油的去除率可达92一93%。
3结论
电气浮工艺对“三泥”水相除油效果较好。实验表明,在中性条件下,电流强度为1.0A,PAC投加量为20mg/L,处理8分钟可以获得良好的去除率。在此条件下,油的去除率可达92一93%,处理后的废水达到了国家二级排放标准。