钢结构构件的连接
钢结构的连接方法有焊接、普通螺栓连接、高强度螺栓连接和铆接,具体如下:
(一)焊接
1、建筑工程中钢结构常用的焊接方法:按焊接的自动化程度一般分为手工焊接、半自动焊接和自动化焊接三种。
2、根据焊接接头的连接部位,可以将熔化焊接头分为:对接接头、角接接头、T形及十字接头、搭接接头和塞焊接头等。
3、在焊接时应合理选择焊接方法、条件、顺序和预热等工艺措施,尽可能把焊接应力和焊接变形控制到最小。必要时,应取合理措施消除焊接残余应力和变形。
{kind=link}
4、焊缝缺陷通常分为:裂纹、孔穴、固体夹杂、未熔合、未焊透、形状缺陷和上述以外的其他缺陷。其主要产生原因和处理方法为:
(1)裂纹:通常有热裂纹和冷裂纹之分。产生热裂纹的主要原因是母材抗裂性能差、焊接材料质量不好、焊接工艺参数选择不当、焊接内应力过大等;产生冷裂纹的主要原因是焊接结构设计不合理、焊缝布置不当、焊接工艺措施不合理,如焊前未预热、焊后冷却快等。处理办法是在裂纹两端钻止裂孔或铲除裂纹处的焊缝金属,进行补焊。
(2)孔穴:通常分为气孔和弧坑缩孔两种。产生气孔的主要原因是焊条药皮损坏严重、焊条和焊剂未烘烤、母材有油污或锈和氧化物、焊接电流过小、弧长过长、焊接速度太快等,其处理方法是铲去气孔处的焊缝金属,然后补焊。产生弧坑缩孔的主要原因是焊接电流太大且焊接速度太快、熄弧太快,未反复向熄弧处补充填充金属等,其处理方法是在弧坑处补焊。
(3)固体夹杂:有夹渣和夹钨两种缺陷。产生夹渣的主要原因是焊接材料质量不好、焊接电流太小、焊接速度太快、熔渣密度太大、阻碍熔渣上浮、多层焊时熔渣未清除干净等,其处理方法是铲除夹渣处的焊缝金属,然后焊补。产生夹钨的主要原因是氩弧缝金属,重新焊补。
(4)未熔合、未焊透:产生的主要原因是焊接电流太小、焊接速度太快、坡口角度间隙太小、操作技术不佳等。对于未熔合的处理方法是铲除未熔合处的焊缝金属后补焊。对于未焊透的处理方法是对开敞性好的结构的单面未焊透,可在焊缝背面直接补焊。对于不能直接焊补的重要焊件,应铲去未焊透的焊缝金属,重新焊接。
(5)形状缺陷:包括咬边、焊瘤、下塌、根部收缩、错边、角度偏差、焊缝超高、表面不规则等。
(6)其他缺陷:主要有电弧擦伤、飞溅、表面撕裂等。
5、焊接材料的种类及选用原则
钢结构中焊接材料的选用,需适应焊接场地(工厂焊接或工地焊接)、焊接方法、焊接方式(连续焊缝、断续焊缝或局部焊缝),特别是要与焊件钢材的强度和材质要求相适应。
①.手工焊接用焊条
●对Q235 钢制作的重级工作制吊车梁或类似结构,宜采用E4315、 E4316型焊条;对其他结构,则宜采用E4300~ E4313型焊条;
●对16Mn 钢制作的重级工作制吊车梁或类似结构,宜采用E5015、E5016型焊条;对其他结构,则宜采用E5001~ E5014 型焊条。
②.自动及半自动埋弧焊用的焊丝及焊剂
■对Q235 钢,采用H08、H08A、H08E焊丝配合中锰型、高锰型焊剂,或采用H08Mn、H08MnA配合无锰型、低锰型焊剂;
■对16Mn钢及16Mnq钢,采用H08A、H08E配合高锰型焊剂,或采用H08Mn、H08MnA配合中锰型或高锰型焊剂,或采用H10Mn2配合无锰型或低锰型焊剂。
③.焊接材料的进场验收
焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
检查数量:按量抽查1%,且不应少于10包。
检验方法:观察检查、焊接材料的质量合格证明文件、中文标志及检验报告等。
说明:焊条、焊剂保管不当,容易受潮,不仅影响操作的工艺性能,而且会对接头的理化性能造成不利影响。对于外观不符合要求的焊接材料,不应在工程中采用。
④.焊接材料的具体分类
{kind=link}
焊条型号
E 43 15
┬ ┬ ┬
│ │┬└ 表示焊条药皮为低氢钠型,采用直流反接焊接。
│ │└─表示焊条适用于全位置焊接。
│ └──表示熔敷金属抗拉强度的最小值。
└────表示焊条。
{kind=link}
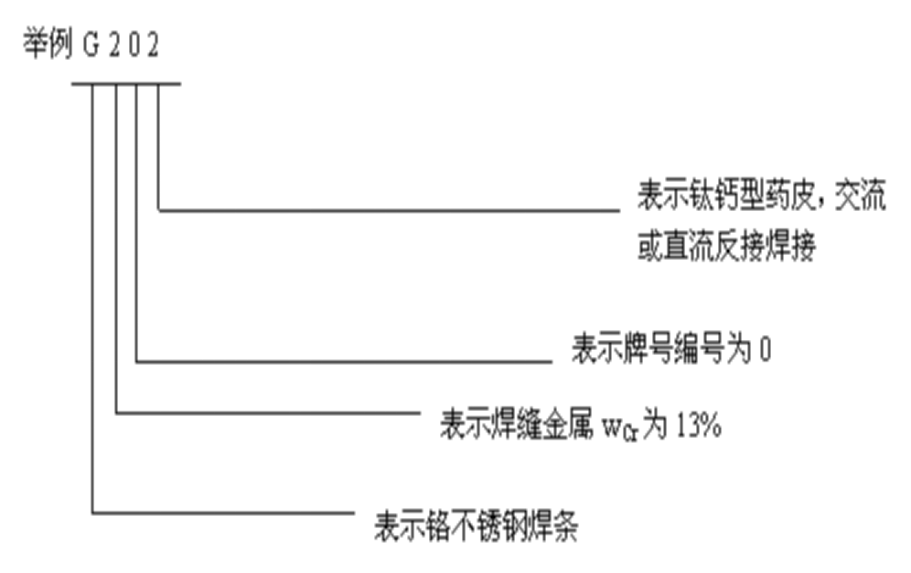
焊条牌号
碳钢焊条(用“J”表示)
低合金高强钢焊条(用“J”表示)
钼和铬耐热钢焊条(用“R”表示)
低温钢焊条(用“W”表示)
不锈钢焊条(用“G”或“A”表示)
(二)螺栓连接
钢结构中使用的连接螺栓一般分为普通螺栓和高强度螺栓两种。
(1)普通螺栓:
1)常用的普通螺栓有六角螺栓、双头螺栓和地脚螺栓等;
2)制孔可采用钻孔、冲孔、铣孔、饺孔、性孔和惚孔等方法,对直径较大或长形孔也可采用气割制孔严禁气割扩孔。 钻孔、冲孔为一次制孔〔其中,冲孔的板厚应不大于12mm)。铣孔、铰孔、镗孔和鍯孔方法为二次制孔,即在一次制孔的基础上进行孔的二次加工二采用气割制孔的方法,实际加工时一般直径在80mm以土的圆孔,钻孔不能实现时可采用气割制孔;另外对于长圆孔或异形孔一般可采用先行钻孔然后再采用气割制孔的方法对于采用冲孔制孔时.钢板厚度应控制在12mm以内。
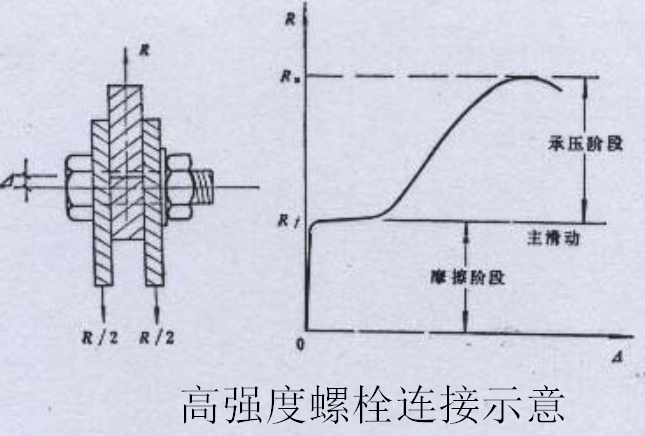
(2)高强度螺栓
1)高强度螺栓按连接形式通常分为摩擦连接、张拉连接和承压连接等.其中摩擦连接是目前广泛采用的基本连接形式。
2)高强度螺栓连接处的摩擦面的处理方法通常有喷砂(丸)法、酸洗法、砂轮打磨法和钢丝刷人工除锈法等。可根据设计抗滑移系数的要求选择处理工艺。抗滑移系数必须满足设计要求。
3)经表面处理后的高强度螺栓连接摩擦面应符合以下规定:
①连接摩擦面保持干燥、清洁,不应有飞边、毛刺、焊接飞溅物、悍疤、氧化铁皮、污垢等;
②经处理后的摩擦面采取保护措施,不得在摩擦面上作标记;
③若摩擦面采用生锈处理方法时,安装前应以细钢丝刷垂直于构件受力方向刷除摩擦面上的浮锈。
4)高强度大六角头螺栓连接副由一个螺栓、一个螺母和两个垫圈组成,扭剪型高强度螺栓连接副由一个螺栓、一个螺母和一个垫圈组成。
{kind=link}
5)安装环境气温不宜低于-10℃。当摩擦面潮湿或暴露于雨雪中时,停止作业。
6)高强度螺栓安装时应先使用安装螺栓和冲钉。安装螺俭和冲钉的数量要保证能承受构件的自重和连接校正时外力的作用,规定每个节点安装的最少个数是为了防止连接后构件位置偏移.同时限制冲钉用量:高强度螺栓不得兼做安装螺栓。
7)高强度螺栓现场安装时应能自由穿入螺栓孔,不得强行穿入。若螺栓不能自由穿入时,可采用铰刀或锉刀修整螺栓孔.不得采用气割扩孔,扩孔数量应征得设计同意。修整后或扩孔后的孔径不应超过1.2倍螺栓直径。
8)高强度螺栓超拧应更换,并废弃换下的螺栓,不得重复使用。严禁用火焰或电焊切割高强度螺栓梅花头。
{kind=link}
(3)连接件进场验收
钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。
检查数量:部分(全数)检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
{kind=link}