首页
首页
结构工程
结构工艺工法
结构工艺工法
工具式大模板施工工艺 25P
大模板是进行现浇剪力墙结构施工的一种工具式模板,一般配以相应的起重吊装机械,通过合理的施工组织安排,以机械化施工方式在现场浇筑混凝土竖向(主要是墙、壁)结构构件。
钢框木(竹)胶合板模板组成 41P
钢框木(竹)胶合板模板,是以热轧异型钢为钢框架,以覆面胶合板作板面,并加焊若干钢肋承托面板的一种组合式模板。面板有木、竹胶合板,单片木面竹芯胶合板等。
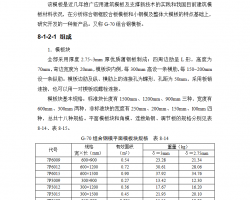
中型组合钢模板组成 6P
中型组合钢模板是针对55型组合钢模板而言,一般模板的肋高有70mm、75mm等,模板规格尺寸也比55型加大,采用的薄钢板厚度也加厚,这样使模板的刚度增大。现介绍G-70组合钢模板如下。
型组合钢模板部件组成 30P
混凝土结构的模板工程,是混凝土结构构件施工的重要工具。现浇混凝土结构施工所用模板工程的造价,约占混凝土结构工程总造价的三分之一,总用工量的二分之一。
常用非落地式脚手架的设置和使用工艺 37P
非落地式脚手架包括附着升降脚手架、挑脚手架、吊篮和挂脚手架,即采用附着、挑、吊、挂方式设置的悬空脚手架。
脚手架结构模板支撑架的构造和设计工艺 29P
采用脚手架杆配件搭设模板支撑架是常用的施工方法之一。此类模板支撑架(主要是梁板模板支撑架)承受的荷载作用既不同于,又显著大于相应的脚手架。
脚手架工程技术、安全管理和设计计算工艺 35P
“脚手架”的原意是为施工作业需要所搭设的架子。随着脚手架品种和多功能用途的发展,现在已扩展为使用脚手架材料(杆件、构件和配件)所搭设的、用于施工要求的各种临设性构架。
办公、住宅综合楼施工组织设计 17P
本工程为五层两单元砖混结构、建筑面积1490平方米。砼设计标号:基础垫层用C10, 其它部位砼均用C20。
磁砖地面施工工艺标准施工组织设计 8P
基层处理→找标高、弹线→抹找平层砂浆→弹铺砖控制线→铺砖→勾缝、擦缝→养护→踢脚板安装
油气输送管线迁建项目钢结构防腐涂装施工技术交底 6P
本工艺标准适用于建筑钢结构工程用的防腐蚀施工工艺。
地产铝合金窗(副框)施工技术质量要求工艺工法 17P
窗台防水质量十分可靠:钢副框与砌体之间先用防水砂浆填塞,抹灰收边时不必担心污染铝合金窗,钢副框与墙体之间的砂浆可以填塞得十分密实饱满
砖砌体的施工工艺、质量要求 73P
砖砌体的施工工艺、质量要求主要说明:砌筑用脚手架,砖砌体施工,中小型砌块施工,砌筑工程的安全技术
主体结构施工工艺标准 106P
近年来,随着不断引进新工艺、新工法,通过创新、改进、推广,使得各项高效工艺工法在项目的应用率逐步 提升。
轮胎车间预应力多跨连续梁先穿钢丝束施工工艺 3P
总厂全钢丝子午线轮胎车间,全长254.85m,宽48.00m,高23.03m,建筑面积为23042.00 m2,采用部分预应力多跨连续梁结构
预应力后张法张拉施工工艺 5P
预应力后张法张拉施工适用于一般工业与民用建筑现场预应力混凝土后张预应力液压张拉施工(不包括构件和块体制作)
楼梯钢制倒角踏步模板安装施工工法 11P
楼梯钢制倒角踏步模板安装施工工法:(1)适用于我国各地区的工业建筑、民用建筑等混凝土结构楼梯工程。
楼梯施工工艺卡 21P
楼梯混凝土由上部平台板位置下料,待第一个振捣孔以下的模板内的混凝土基本填充满楼梯模板时,暂时停止下料
精确砌块墙体施工工艺 18P
配套材料进场需出具出厂合格证、产品出厂检验报告。
电视塔塔身竖向预应力混凝土结构施工工艺 4P
发射塔是国内首例采用预应力混凝土结构塔身的高耸结构。塔体地面以上高度为405m,施工高度为420m
钢筋绑扎与安装工程地下室钢筋绑扎工艺标准 4P
本工艺标准适用于地下室钢筋混凝土底板、墙的钢筋绑扎。按施工现场平面图规定的位置,将钢筋堆放场地进行清理、平整。准备好垫木按钢筋绑扎顺序分类堆放,并将锈蚀进行清理。
首页
上一页
下一页
尾页