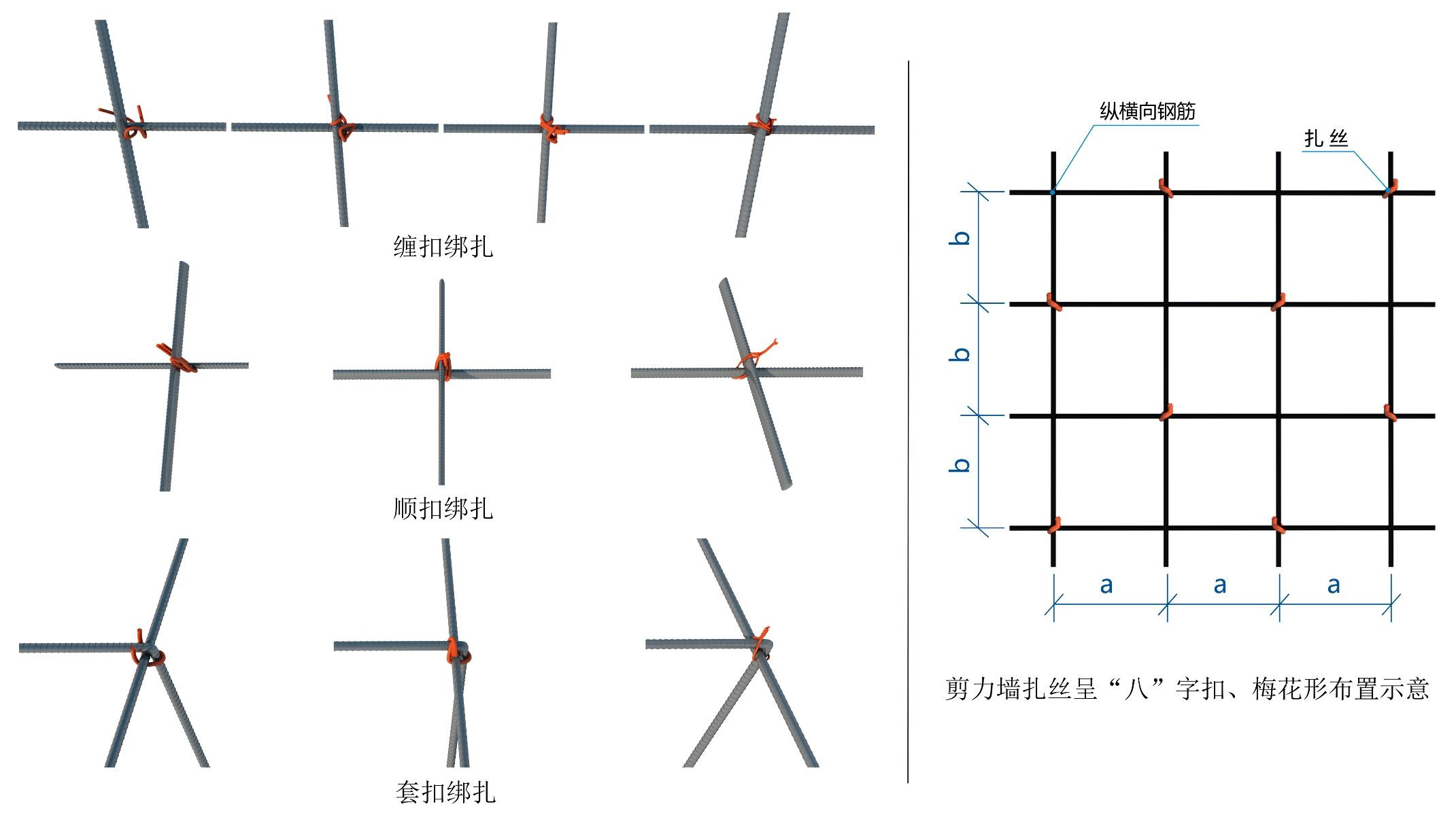
钢筋绑扎
1、钢筋绑扎过程中,相邻扎丝应呈“八”字扣,当跳扎时,扎丝应按梅花型设置。2、图中a为竖向分布钢筋间距,水平分布钢筋间距。剪力墙拉结筋应注明布置方式“矩形”或“梅花型”布置,此图为梅花型布置绘制例图。
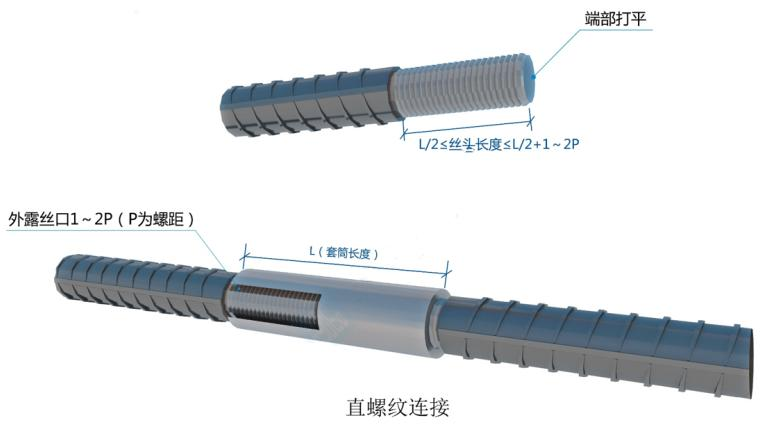
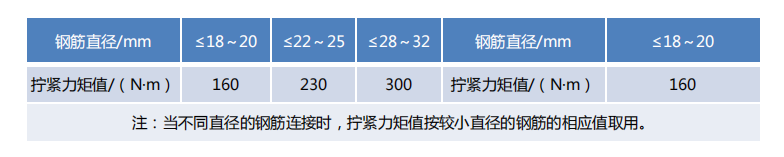
直螺纹连接
1、直螺纹钢筋接头应切平,加工后采用砂轮切割机打磨平齐端面,安装后外露有效螺纹为1-2P。切平、丝头加工、安装完成后均应检查并标记。2、检验合格的丝头应加设保护帽等保护措施,并按规格分类码放整齐。3、丝头加工时,采用水溶性切削液体,当气温低于零度使,应掺入15%-20%亚硝酸钠。4、钢筋直螺纹套筒采用管钳+力矩扳手进行施工,将两丝头在套筒中间位置相互顶紧张,并用力矩扳手测得设计值范围。
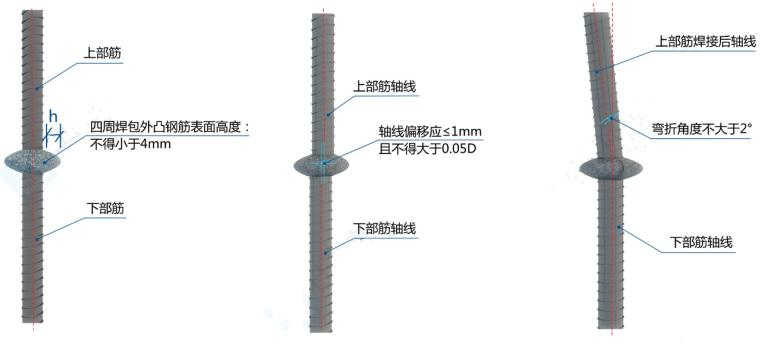
电渣压力焊
1、工艺流程:检查设备电源→钢筋端头制备→选择焊接参数→安装焊接夹具和钢筋→安放药罐,填装焊剂试焊作试件→确定焊接参数→施焊→回收焊剂→卸下夹具→质量检查、验收。2、施工要点:按图纸要求接头出楼面≥500mm,35d范围内50%错开。钢筋安装之前,焊接部位和电极钳口接触(150mm区段内)钢筋表面上的锈斑、油污、杂物等,应清除干净,钢筋端部若有弯折、扭曲应予以校直或切除,但不得用锤击校直;安装焊接夹具和钢筋。夹具的下钳口应夹紧于下钢筋端部的适当位置一般1/2焊剂罐高度下5-10mm,以确保焊接处的焊剂有足够多的掩埋深度;安放焊剂罐,填装焊剂,要求焊剂填满、倒实。接头焊接完毕,应停歇20-30S,方可回收焊剂和卸下焊接夹具。3、质量检查:焊包较均匀,突出部分最少高出钢筋4mm;电极与钢筋接触处,无明显的烧伤缺陷。接头处的弯折角度不大于3度(检查方法用1m靠尺靠);接头处的轴线偏移应不超过0.1倍钢筋直径。同时不大于2mm外观检查不合格的接头切除重焊,或采取补救措施。
钢筋起步筋
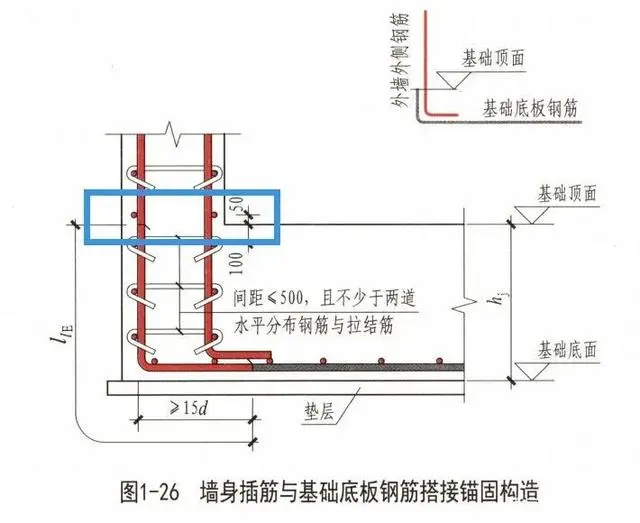
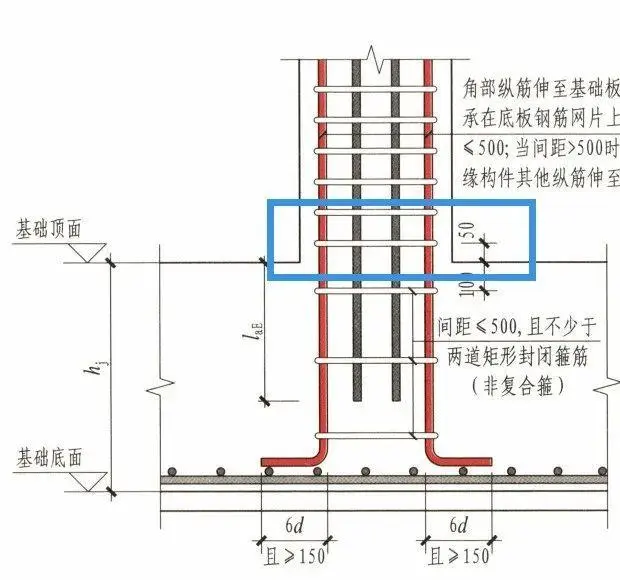
不论是约束边缘构件还是构造边缘构件,剪力墙竖向钢筋的起步距离都是从暗柱端部钢筋向外一个剪力墙竖向钢筋间距。
也就是说,如果剪力墙竖向分布筋的间距是200毫米,那么其起步距离就是200—暗柱钢筋直径—保护层厚度。这个规则适用于所有的剪力墙竖向分布筋,无论是在什么位置。
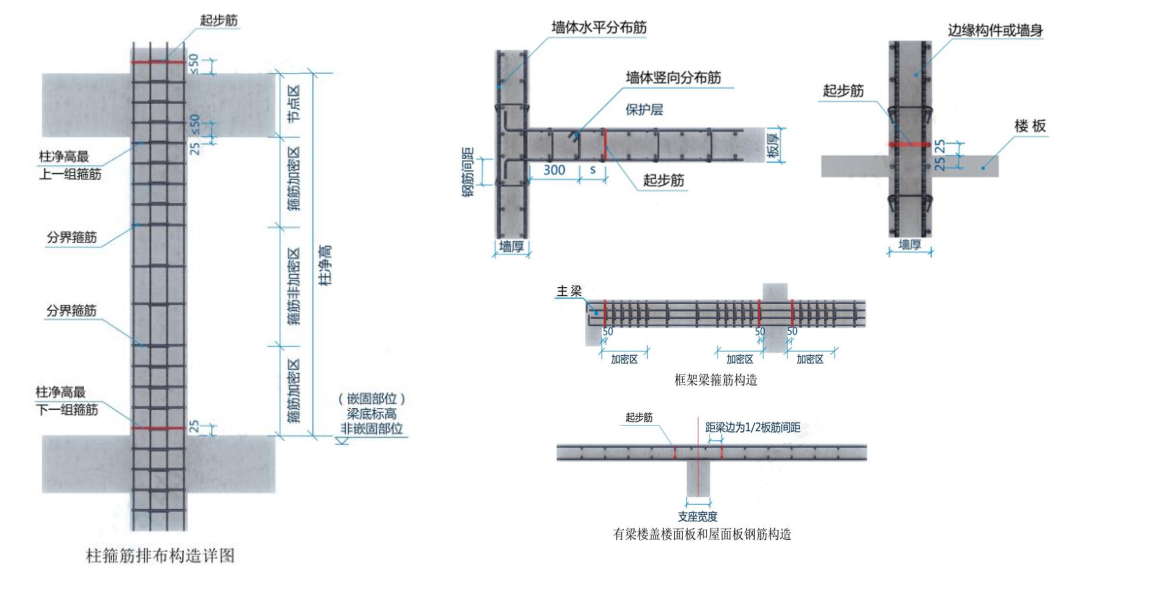
剪力墙水平分布筋起步距离:50mm
暗柱箍筋的起步距离:50mm
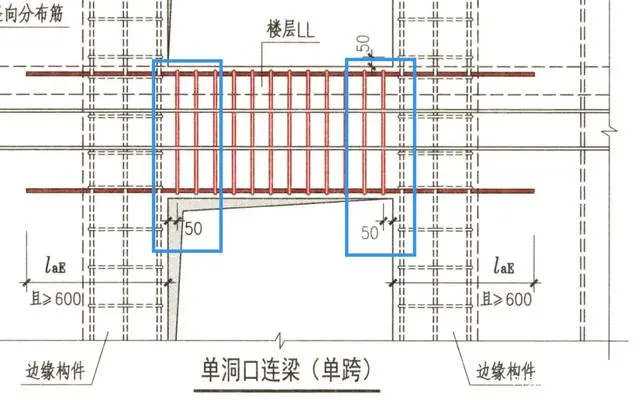
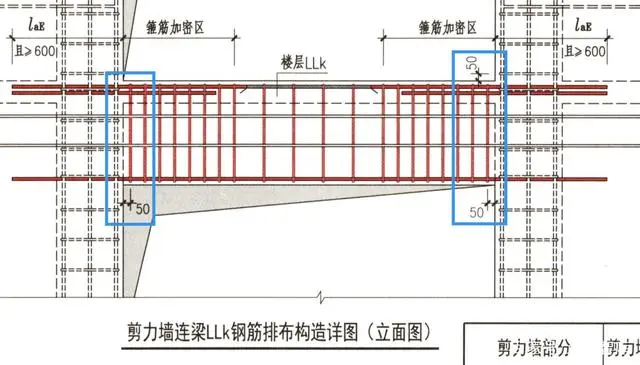
连梁箍筋的起步距离:50mm
连梁箍筋的起步距离:50mm
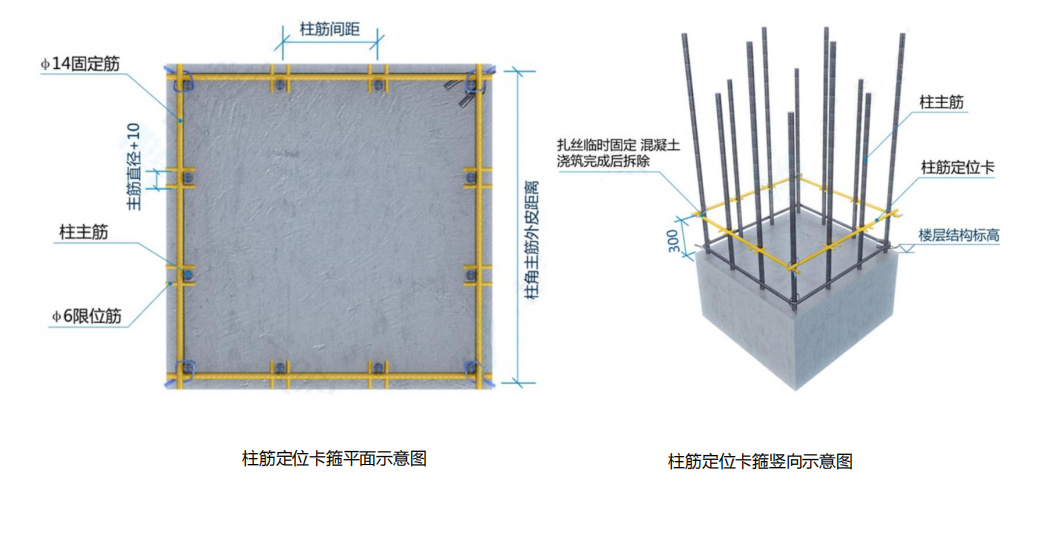
主筋定位卡具
1、柱筋定位卡具主框采用Φ14钢筋焊接,限位筋采用Φ6钢筋,分片加工安装,然后使用扎丝绑扎程整体。
2、钢筋定位卡具加工后刷黄色油漆标识。
3、柱筋成型后,楼层结构标高上300mm处安装定位卡具,并与柱筋绑扎牢固,可周转使用。