在建设工程领域,表面粗糙度并非一个陌生的概念。从钢结构的防腐涂层附着力到管道的密封可靠性,工件表面的微观几何形状误差(即所谓的粗糙度)能直接影响工程质量、使用寿命与安全性能。而粗糙度测量仪,就是精准量化这些微观差异的核心工具。
首先,我们需要了解什么是粗糙度,粗糙度测量仪,测什么、怎么测?
粗糙度是通过去除材料的方法获得的表面光滑程度,又称光洁度。它在日常生活和机械加工的零件表面普遍存在,常用ra平均粗糙度和rz最大粗糙度表示,单位为微米um。图纸中一般标注为ra,我们一般情况下也是以平均粗糙度ra表示,而测量粗糙度的仪器就是粗糙度测量仪。
粗糙度测量仪的作用:通过测量工件表面的粗糙度来确保符合设计与规范要求,避免因表面过粗或过细导致的连接失效、涂层脱落、密封不严等问题。通过测量结果反向调整加工工艺(如钢筋轧制、构件打磨工艺),提升生产效率与产品一致性。提前识别表面质量缺陷,减少因后期返工(如重新涂装、更换构件)带来的经济损失。
接下来我们了解一下粗糙度测量仪的组成部件,以最常用的三丰SJ210为例,其核心组成如下:
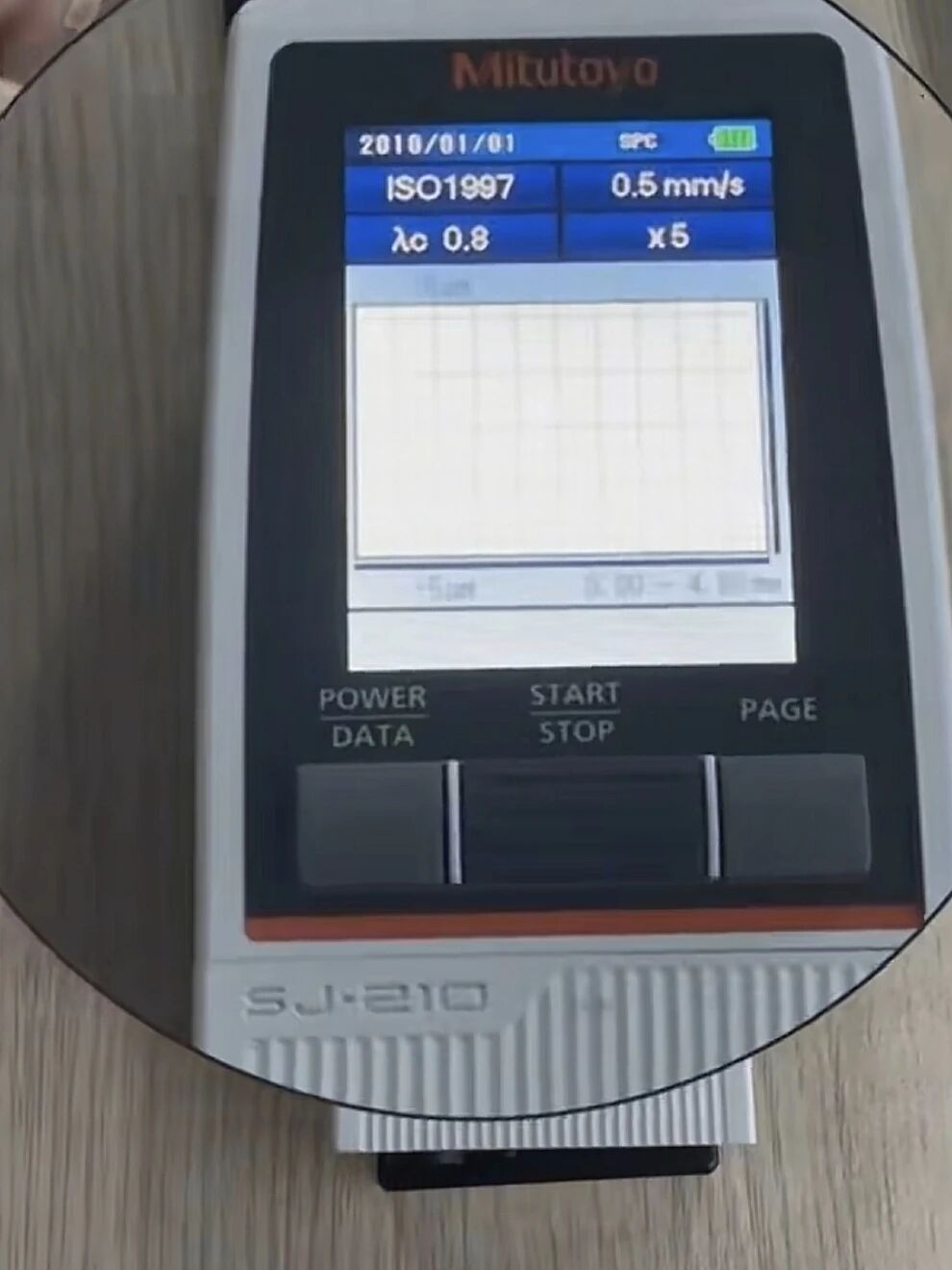
(1)SJ210本体:配备2.4英寸LCD彩屏,集成电源键、测量启停键、功能菜单键等,操作直观;底部内置FS、RS232C、SPC、USB等接口,支持数据外接、无线传输与电脑端参数设置。
(2)驱动部+检出器(俗称测针):驱动部可与本体直连或通过延长线扩展,检出器(测针)是核心传感部件,直接接触工件表面采集微观轮廓数据
(3)附属配件:数据延长线、AC适配器、电源线、显示屏保护膜、专用手提箱(便于工地现场携带与防护)、粗糙度标准片(用于设备校正)、校正工作台(保障校准精度)。
SJ210可精准测量钢筋(直螺纹接头加工面)、钢结构构件(焊接面、涂装前表面)、铝合金模板等工件的表面粗糙度。
测量步骤:
1.测量前准备工作。选择无明显震动、灰尘较少的区域(如工地临时检测棚),避免环境因素干扰测量精度。确认本体电池电量充足,在设备关机状态下,握住检出器主体,避免触碰测针尖端,将其嵌入驱动部(听到“咔”声表示安装到位),再将驱动部与本体连接(或通过延长线扩展距离)。
2.设备校正安装或更换检出器后,必须进行校正,步骤如下:
1.取出粗糙度标准片和校正工作台,将标准片的切削纹路垂直于检出器测量方向摆放。
2.开机后按`MENU`键,选择“校正测量”,进入校正目录后:输入标准值(如标准片标称的Ra3.00μm);校正条件默认;记录校正履历(设备最多存储100条记录)。
3.将驱动部轻放于校正工作台,观察屏幕上方日期栏颜色:蓝色表示测针接触正常,可开始校正;红色表示超出测量范围,需调整设备位置。
4.按`START`键启动校正测量,完成后按红色“更新键”确认,确保校正后测量偏差在±0.05μm以内。
3.测量。将钢结构构件平稳放置,确保测量区域无明显变形、油污。手持或通过辅助夹具固定SJ210,使检出器测针垂直轻触工件表面,观察屏幕日期栏变蓝(表示接触正常)。按`START`键,测针自动沿设定路径扫描表面,完成后自动返回原点,屏幕显示测量结果(如Ra、Rz等参数)。
根据测量结果判断是否符合要求?钢结构涂装前表面:防腐涂层附着力要求较高,Ra通常需≥50μm。
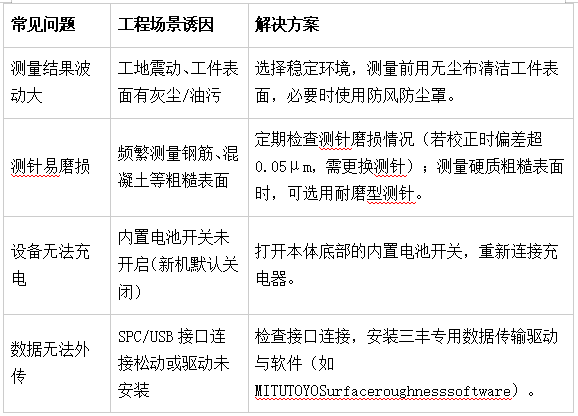
常见问题与工程场景解决方案