一、质量控制过程和阶段
为明确各施工阶段质量控制的重点,把施工项目质量分为事前控制、事中控制和事后控制三个阶段。
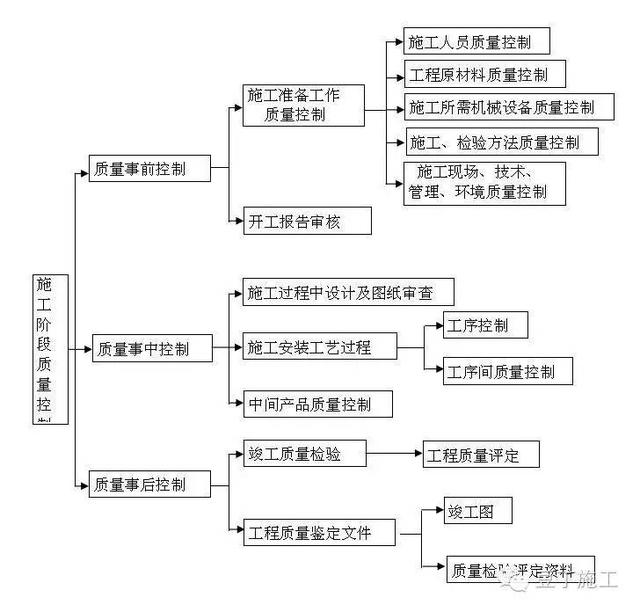
1、事前控制阶段
事前控制是在正式施工活动开始前进行的质量控制,事前控制是先导。事前控制,主要是建立完善的质量保证体系,质量管理体系,编制《质量保证计划》,制定现场的各种管理制度,完善计量及质量检测技术和手段。对工程项目施工所需的原材料、半成品、构配件进行质量检查和控制,并编制相应的检验计划。进行设计交底,图纸会审等工作,并根据本工程特点确定施工流程、工艺及方法。对本工程将要采用的新技术、新结构、新工艺、新材料均要审核其技术审定书及运用范围。
2、事中控制阶段
事中控制是指在施工过程中进行的质量控制,是关键。主要有:完善工序质量控制,把影响工序质量的因素都纳入管理范围。及时检查和审核质量统计分析资料和质量控制图表,抓住影响质量的关键问题进行处理和解决。严格工序间交换检查,作好各项隐蔽验收工作,加强交检制度的落实,对达不到质量要求的前道工序决不交给下道工序施工,直至质量符合要求为止。对完成的分部分项工程,按相应的质量评定标准和办法进行检查、验收。审核设计变更和图纸修改。
3、事后控制阶段
事后控制是指对施工过的产品进行质量控制,是弥补。按规定的质量评定标准和办法,对完成的单位工程,单项工程进行检查验收。整理所有的技术资料,并编目、建档。在保修阶段,对本工程进行维修。
二、常用质量管理制度


三、钢筋直螺纹机械连接
1、钢筋直螺纹机械连接质量控制设立5个控制点
①、原材料的质量控制;
②、施工机具的控制;
③、操作人员的控制;
④、连接参数、工艺控制;
⑤、接头验收;
⑥、成品保护
2、原材料的质量控制
钢筋的级别、直径必须符合设计要求,并有出厂证明书及试验报告单。钢筋用切断机下料,端部平齐且与钢筋轴线垂直,不得有马蹄形或挠度,钢筋不得用气割下料。套筒由钢筋直螺纹机械连接专业分包队伍提供,应有出厂原材及加工质量保证书或试验报告。套筒进场时进行外观检验,不得有开裂、生锈缺陷,丝头上应无油污等污染。钢筋直螺纹套筒应放置于干燥仓库,以防止套筒受潮生锈。并严禁与腐蚀性介质物和油类接触。
3、施工机具的控制
机械完好,安装平稳,机械性能满足要求,性能要求如下:
镦粗机:挤压范围φ12~φ40mm:高压流量2.4min;低压流量6Lmin;电机总功率3.55kw;套丝机:旋切范围φ12~φ40mm:旋切速度32r/min;电机功率2.4kw。
专用套筒已配备。
4、操作人员的控制
操作人员均培训,考核合格取证后方能上岗。上岗前,项目部对施工人员进行安全及技术交底。 正式操作前,先做试件,送检合格后方可正式加工。
5、连接参数、工艺控制
工艺流程:检查设备、电源→钢筋端部镦粗→选择刀具螺栓、螺距→镦粗段套丝直螺纹→质量检查→端部保护→连接套筒对接钢筋→质量检查
检查设备电源,连接完好,检查机床的紧固件、运动部件、滑动面、润滑面及安全保护装置可靠并检查压型模具是否与加工钢筋尺寸一致。
钢筋镦粗之前,钢筋表面上的锈斑、油污、杂物等,应清除干净,钢筋端部若有弯折、扭曲,应予以矫直或切除,但不得用锤击矫直或电焊割断。
钢筋镦粗时必须按照核定压力镦压。镦粗头的基园直径不小于丝头螺纹外径,长度大于1/2套筒长度各种规格钢筋连接套筒长度见附表、,并应在丝头作出明显标志,镦粗过度段的坡度≤1:3,每个镦头所需时间约50秒。
选择刀具螺栓、螺距:根据钢筋规格,按照附表选择螺距,调整刀具螺栓,以便于连接套筒的螺纹相符。
根据钢筋规格,旋刀按先大后小进行调试,此外调整机床套丝长度控制的定位装置,确定无误后,紧固到位。不得用机油做润滑油或不加润滑液套丝。本项目最大钢筋为φ32,走刀次数取一次。每个镦粗段的套丝约为50秒。套丝完毕,松开轧头,取出钢筋,操作人员应逐个目测检查钢筋丝头的加工质量,每加工10个丝头应用专用套筒检查一次,剔除不合格的丝扣。经自检合格的钢筋丝头,以一个工作班为一个验收批,对每种规格加工批量随机抽查10%,应用专用套筒检查,按照附表的要求填写钢筋镦粗直螺纹加工检验记录,如有一个丝头不合格,应对该加工批全数检查,不合格丝头应重新加工经再次检验合格后方可使用。检查合格后,作好定位标色线,丝口用塑料保护套保护,并按照规格分类堆放整齐待用。
连接套筒对接钢筋:连接钢筋时,钢筋规格与连接套的规格应一致,同时钢筋和套筒的丝口干净、完好。接头连接由钢筋工借助管钳扳手使两丝头于套筒中央位置顶紧,套筒每边应落在丝头标色线上,或不得有2扣以上的完整丝口外露,加长型接头的外丝扣不受限制,但应有旋入量的明显标色。普通型套连接用一只管钳扳手固定钢筋,用另一只管钳扳手旋入套筒主丝头至标色线,然后再旋入另一端钢筋至标色线。加长型即丝口加长、适用于有两根连接钢筋均不能转动带弯起端或弧型钢筋、只能转动套筒连接钢筋,连接时需将套筒全部旋入钢筋再动套筒旋入另一根钢筋,使钢筋两丝头于套筒中央位置顶紧。
6、接头验收
接头的力学性能现场检验按验收批进行,同一施工条件下采用同一材料的同等级、同型式、同规格接头,以500个为一个验收批,不足500个作为一个验收批,当现场连续检验10验收批,其全部单向拉伸试件一次均为合格时,验收批接头数量可扩大为1500个。对接头的每一验收批,应随机抽取3个试件做单向拉伸强度试验,其强度全部符合DBJ/CT007-2000表4.2.1中要求,该验收批为合格,如有一个试件抗拉强度不符合要求,应再随机取6个试件进复验,如仍有一个试件抗拉强度不符合要求,该验收批为不合格。
7、成品保护
套丝机加工区域封闭,防止丝口在验收前损坏,检验合格后立即用塑料套保护,防止雨淋或人为损坏。钢筋加工后,离地150mm以上架空,防止生锈。钢筋连接时,管钳立稳,防止倾倒损坏丝口。钢筋连接后,及时回收保护套,不得留置在模板上。