多联机空调系统的配管与施工,请看这!
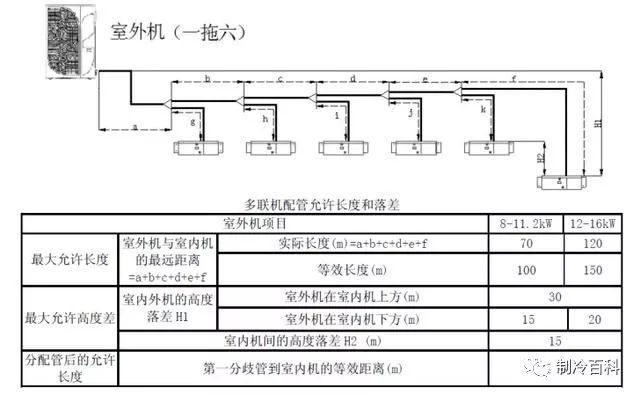
配管允许长度和落差
最大长度、外与内最大落差、内与内落差、第一分歧到最远端长度
室内、外机连接管的选配
冷媒管尺寸的选择;

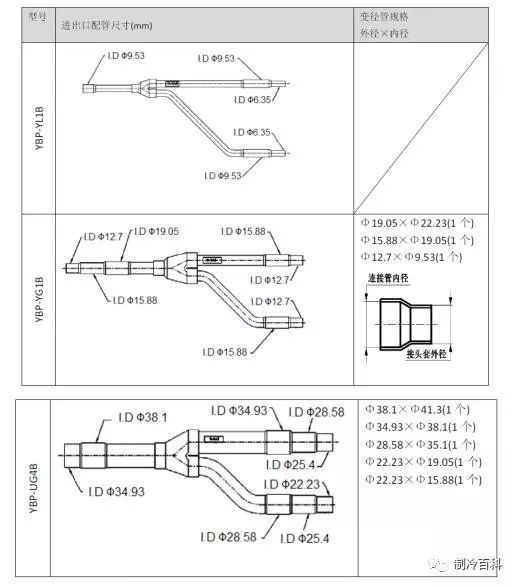
分歧管的尺寸;
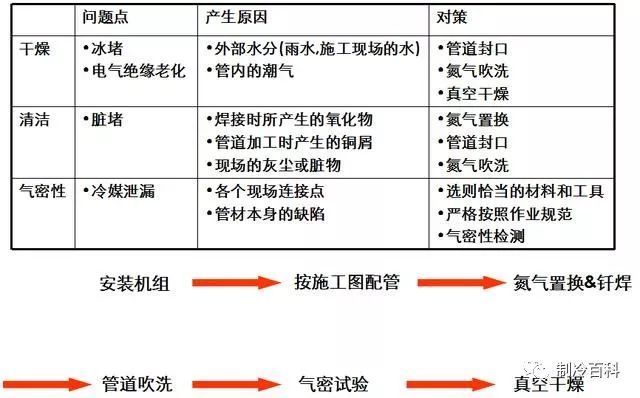
冷媒配管施工三原则:清洁,干燥,气密
安装所需的材料标准
铜管:
1.采用去油脱磷无缝紫铜管。
2.材质、规格应满足现行国家标准GB/T 1527《铜及铜合金拉制管》和GB/T 17791《空调与制冷用无缝铜管》的要求。
3.配管的壁厚和硬度必需满足表中的要求。
4.应具有出厂合格证、质量证明书。


保温:
必须符合国标规定,并应具有出厂合格证、质量证明书。采用B1级防火等级的泡沫橡塑绝热制品。


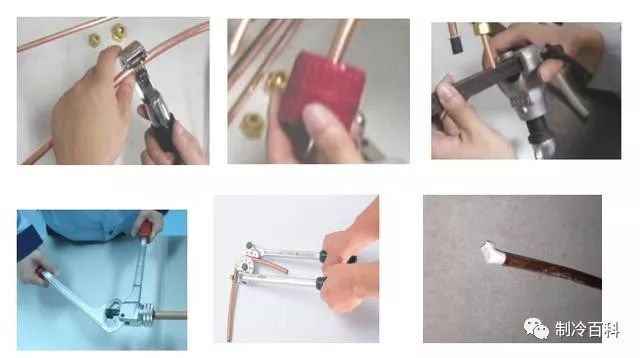
安装所需工具:
专业的安装工具能保证铜管系统气密性,避免日后因施工不良造成设备的冷媒泄漏,影响空调的日常使用。

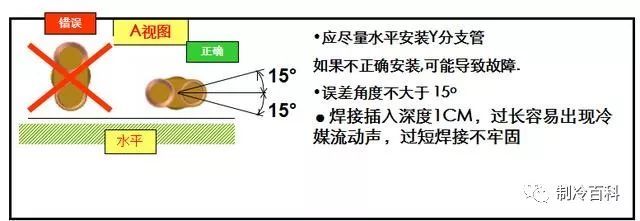
分支岐安装要求
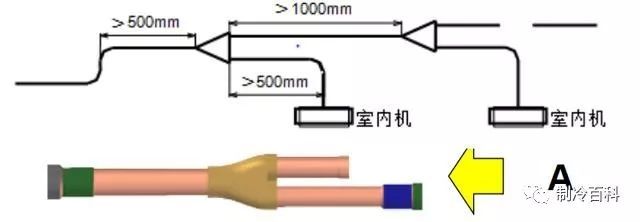
安装方法:
1.应水平安装,分歧器前后应大于500mm的直管才能转弯。
2.两个分歧器之间应大于1000mm的间距。
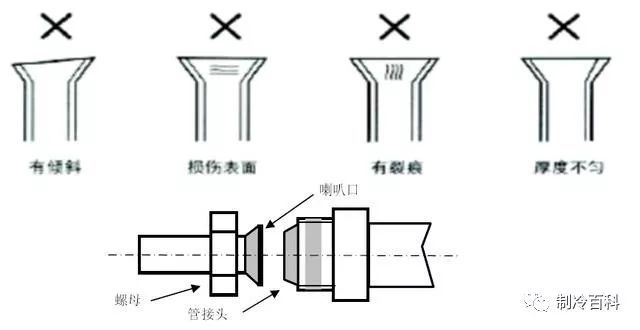
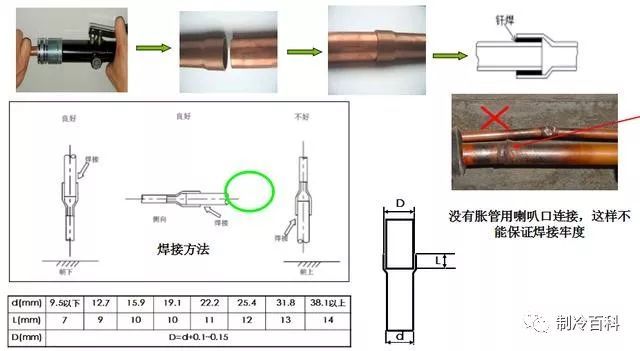
管道加工工艺要求
必须使用扩口器扩口,严禁用螺丝刀!扩口开始前一定要先装钠子!完成后检查扩口表面是否色泽均匀,是否圆整,确认无“光环”,无“快口” 更不能有裂痕。否则再从割管开始返工!
铜管要胀管焊接
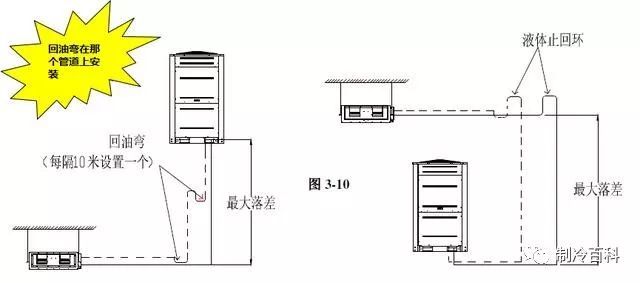
存油弯
1、回油弯的高度为10CM或者3-5倍铜管外径
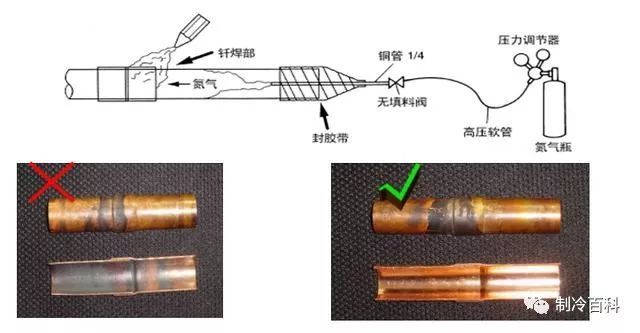
焊接铜管置换氮气的方法
1、必须使用氮气保护焊;
2、表压应在0.02MPa—0.05MPa;
3、焊接后继续充入氮气保护直至冷却到常温;
4、同时配管焊接处距弯曲部位的长度应不小于管道外径,且不小于100mm。
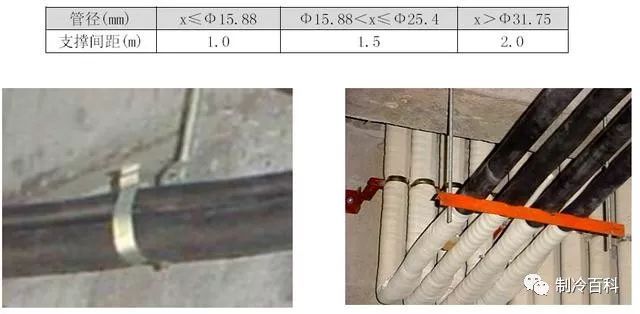
配管的支撑要求
1、配管管道必须做好支撑、固定、支撑距离为1.0-2.0m
管道的吹洗
1、配管焊接结束后,在与内、外机连接之前,进行管道吹洗;
2、用干燥氮气将管道内的杂质与水分吹净;
3、管道比较长时,应分段吹洗;
4、用0.5MPa的氮气,有绝缘材料堵住管口,升压中无法抵住,快速释放。
5、氮气喷射出用白纸检验吹洗是否干净,否则重复吹洗。

气密性试验

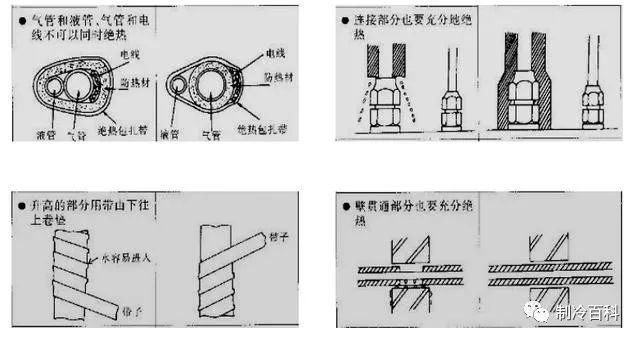
冷媒配管的保温
管道保温
1、防止凝露滴水、烫伤、减少热量的损失;
2、保温材料具备隔热、阻燃、耐高温等特性;
3、所有内、外机的冷媒配管都需要保温(分歧管、接头、弯头等),有缝隙处必须粘贴好;
4、气管和液管必须分开保温,同时注意不能紧压保温棉;
5、保温材料应满足:20℃时的导热系数λ≤0.040W/( m• K)、湿阻因子≥80。
6、保温棉的厚度:铜管外径D≤12.7mm时,厚度≥15mm;铜管外径D> 12.7mm厚度≥20mm。