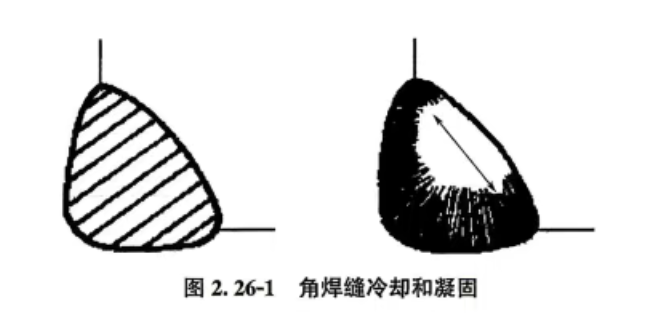
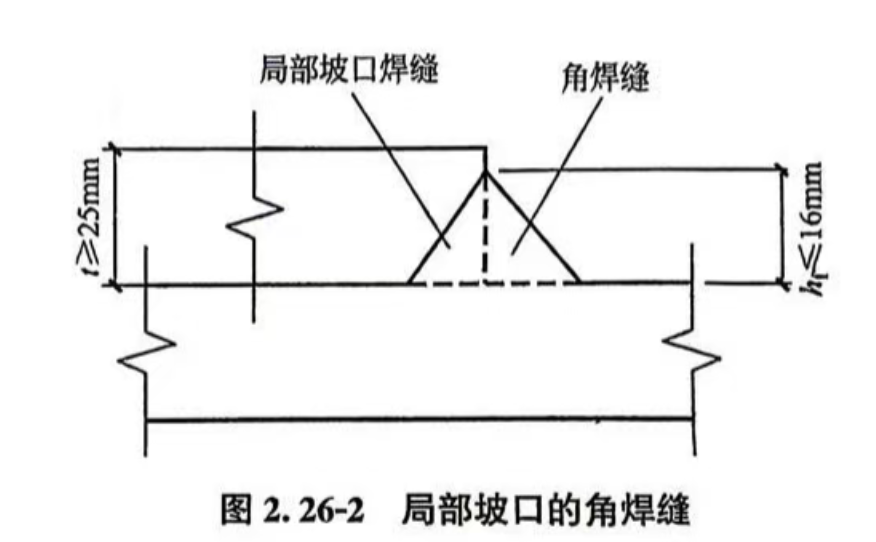
焊缝尺寸过大、过小或者过长、过短,都会对焊接质量产生不利影响,所以要加以限制。板件的厚度也会对焊缝产生影响。 板件厚度≥25mm时属于较厚的板件,如果不控制焊缝的尺寸,焊接过程就会使母材在其厚度方向承受较大的焊接收缩应力,也就是会产生较大的残余应力。 焊接过程中,施焊后焊缝冷却时的收缩作用受到约束,有可能使焊缝出现裂纹。图2.26-1是角焊缝熔化金属的冷却和凝固简图。靠近板边的熔化金属因热量迅速被板吸收而首先冷却,中央和表面的熔化金属收缩如果受到阻碍,焊缝内就会出现拉应力,当拉应力较大时就会使焊缝出现裂纹。 板件厚了,说明受力较大,角焊缝的尺寸必然也大。但焊缝尺寸过大势必会影响焊缝质量,为了解决这个矛盾,就需要采用开局部坡口的形式将角焊缝的尺寸减小,见图2.26-2。 焊缝按两部分计算:疑问
为什么对不小于25mm厚板件宜采用开局部坡口的角焊缝?
解答