首页
首页
电气工程
电气课件
电气课件
电阻电路的分析
电阻电路的分析,供大家参考!
一阶动态电路分析
一阶动态电路分析,供大家参考!
正弦稳态分析
正弦稳态分析,供大家参考!
建筑设计及建筑防火强制性规范精华汇总
用电气图形符号、带注释的围框或简化外形表示电气系统或设备中组成部分之间相互关系及其连接关系的一种图。 2012-11-01
35kV及以下导体及电缆的设计选择
10. 35kV及以下导体及电缆的设计选择包括导体设计选择的原则、电缆设计选择的原则、硬导体的设计选择、软导体的设计选择、电缆的敷设设计要求等
建筑电气施工图的识图与工程量计算
建筑电气施工图的识图与工程量计算
电力系统工程基础
电力系统工程基础,供大家参考!
高功率因数电源
设计并制作一台具有功率因数校正环节(PFC)的整流电源,要求输出直流电压Uo为36V,最大负载电流为2A,负载为电阻性负载
配网工程精细化设计施工工艺标准
配网工程精细化设计施工工艺标准,供大家参考!
电磁兼容培训教材
电磁兼容培训教材,供大家参考!
变流器主电路和保护环节设计
主电路参数计算和元件选择的具体内容是:整流变压器额定参数计算、晶闸管整流元件(或功率晶体管)的选择与联结、晶闸管的保护、电抗器参数的计算。 2012-10-27
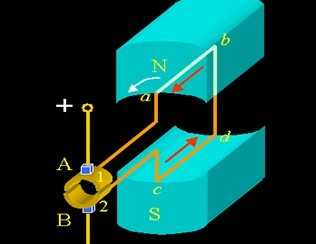
电机学课件
详细介绍了直流电机(电动机和发电机)基础理论、电机拖动相关理论。
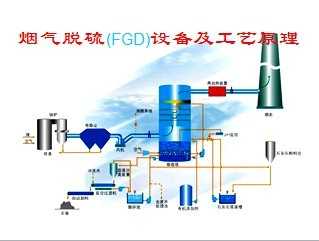
烟气脱硫(FGD)设备及工艺原理
烟气脱硫(FGD)设备及工艺原理,供大家参考!
电厂1000MW汽轮机设备及系统培训讲义
电厂1000MW汽轮机设备及系统培训讲义包括汽轮机概述、1000MW汽轮机整体设计特点、1000MW汽轮机本体结构与布置
现代电力系统调度自动化
现代电力系统调度自动化包括电力系统调度控制自动化系统、电力系统状态估计、电力系统的安全分析和控制、电力系统经济运行、和电能质量的控制、能量管理系统简介
高低压成套电气设备知识培训
高低压成套电气设备知识培训,供大家参考!
电工技术基本功电子教案
电工技术基本功电子教案,供大家参考!
20kV及以下配电网工程预算定额知识培训
电力电缆和控制电缆损耗率不包括备用预留的长度,以及因敷设有弯曲或有弧度而增加的长度。输电用电力电缆不计算施工损耗。
楼宇自控系统介绍
楼宇自控系统它的全称是建筑楼宇设备自动化系统(英语简称BAS - Building Automation System )。
电气施工工程培训讲义
电管拗弯不允许有折皱凹瘪和裂缝,拗弯后的椭圆应不得大于外径的10%,弯头半径大于6倍管径(暗配管大于10倍);一个弯时,长度不得超出20m 2012-10-23
首页
上一页
下一页
尾页